TAIZHOU FUPUSI MACHINERY CO., LTD
HuangJiao Road 880, Taizhou, Zhejiang China 318020
WhatsApp/Wechat: +86 186 6862 7050
Manual de Operação
Catálogo
- Especificações e Dimensões ………………………………….……… 1
- Área de Utilização e Características da Máquina …………………….…… 2
- Estrutura Principal e Utilização ………………………………………………… 3
- Operação, Utilização e Manutenção da Máquina…………………………… 4
- Defeito e Método de Reparo ……………………………………………… 6
- Anormalidade na Produção de Plástico e Método de Operação ……… 7
- Outros ……………………………………………………………………………………… 9
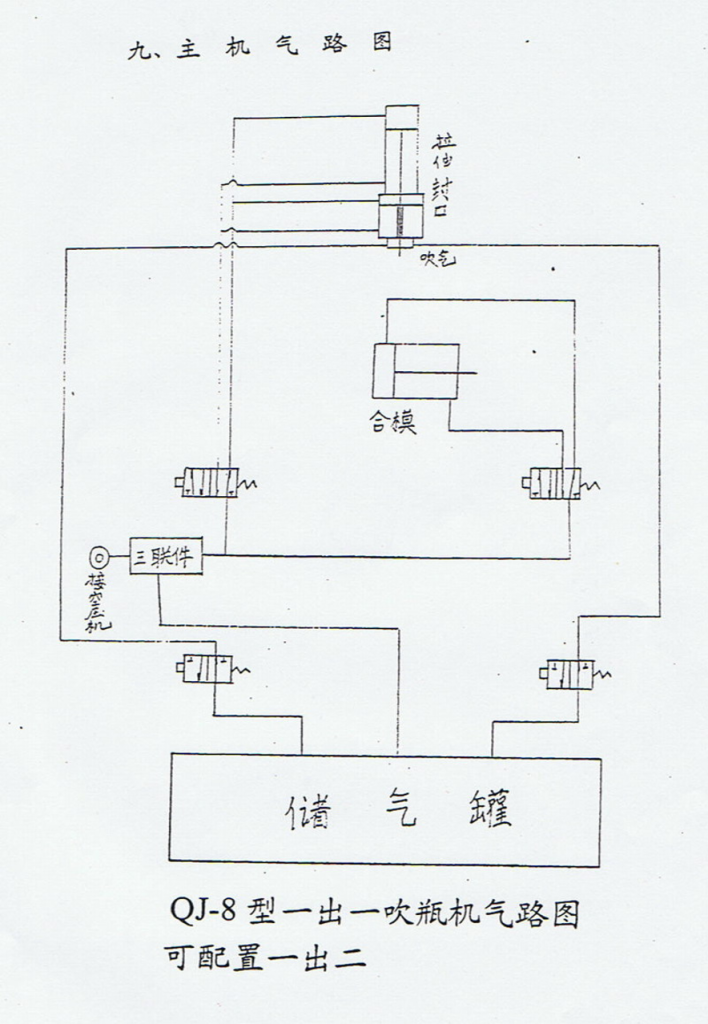
- Imagem do Sistema de Ar ………………………………………………………………… 10
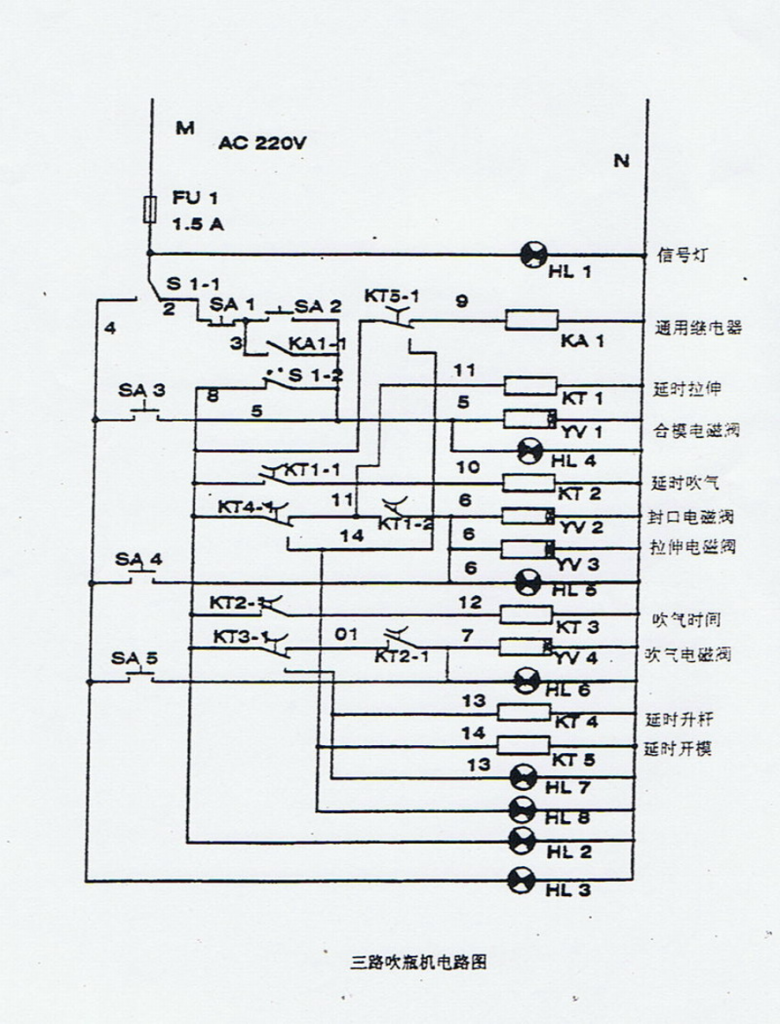
- Imagem do Quadro Elétrico ……………………………………………………………… 11
Área de Utilização e Características da Máquina
- Utilização
Máquina de moldagem por sopro semiautomática de PET utilizada para a produção de produtos PET a partir de peças PET. Primeiro: Aquecimento da peça PET. Segundo: Sopro no Produto Projetado.
Nossa Máquina de Moldagem por Sopro pode produzir produtos plásticos para peças automotivas, eletrodomésticos e necessidades diárias, como garrafas de refrigerante, água mineral, garrafas de pesticidas, garrafas de óleo, garrafas de cosméticos e garrafas de boca larga.
É adequada para PET e muitos outros materiais. Além disso, nossa empresa pode fornecer o molde adequado para todas as suas necessidades. Nossa máquina é compacta, tem baixo consumo de energia e alta produtividade.
Características
- Equipamento Automático (Controlador de Temperatura e Relé Temporizador)
- Sistema de operação a ar, muitas máquinas podem usar um compressor de ar
- Parte de Esticamento: adota o sopro direto do cilindro de esticamento.
- Parte de Fixação: Grande Força de Fixação, Longo Curso de Fixação, trabalho estável, mais rápido, etc.
- A Velocidade de Sopro, Partida e Fechamento pode ser ajustada fluentemente através do ajuste da válvula.
- O ar será liberado através de um silenciador, com menor ruído.
- Sete camadas de aquecimento, adequadas para diferentes comprimentos de pré-forma.
- Dois métodos de operação: Manual e Semiautomático, fáceis de manter, testar e produzir.
- Pode ser usado para PET, etc.
—2—
- Estrutura Principal e Uso
- Parte de Fixação.
A parte de fixação inclui uma válvula eletromagnética, placa de fixação frontal e traseira, placa móvel, cilindro, etc.
Parte de Trabalho: A válvula eletromagnética se conecta ao ar, empurra o pistão do cilindro e, em seguida, empurra a biela para mover o molde.
- Parte de Travamento:
A máquina adota três estruturas de travamento de biela. O cilindro empurra a biela para travar o molde.
Sob alta pressão, não há espaço entre as duas placas do molde, garantindo a qualidade dos produtos.
- Parte de Sopro e Estiramento
Esta parte inclui uma válvula eletromagnética de estiramento, uma válvula de sopro de alta pressão, um cilindro vertical, uma haste de estiramento, um cilindro de selagem, um tanque de recebimento de ar de sopro, uma biela, etc.
O ar será conectado através da válvula eletromagnética de estiramento para empurrar o pistão do cilindro e, em seguida, empurrar a haste de estiramento e o cilindro de selagem no gargalo da pré-forma de PET. Enquanto isso, o ar será empurrado do tanque de recebimento de ar, através da válvula de sopro de alta pressão, e então o cilindro e a haste de estiramento soprarão a pré-forma de PET quente em produtos plásticos projetados.
- Parte de Aquecimento (Parte do Aquecedor Infravermelho)
O aquecedor infravermelho inclui um variador de frequência, maquinário elétrico, um conjunto de rotação circular, plugues de pré-forma, uma corrente de rotação circular, uma placa refletora de infravermelho, um eixo giratório e infravermelho. lâmpadas. Na parte de trabalho, máquinas elétricas movimentam o eixo rotativo e, em seguida, acionam o conjunto circungrotativo que gira sozinho, de modo que, quando a pré-forma de plástico gira através da parte de aquecimento, o aquecedor infravermelho aquece a pré-forma de plástico por igual.
Operação, Uso e Manutenção da Máquina
- Instalação do molde
- O molde da garrafa deve ser instalado nas placas do molde. A parte superior do molde deve estar ao lado da parte inferior do cilindro.
- Feche a válvula de esfera para interromper a conexão entre a máquina de moldagem por sopro e o compressor de ar, ajuste a pressão do ar para 4,0 MPa, abra a válvula eletromagnética de estiramento e abaixe a haste de estiramento.
- Mova o cilindro para frente ou para trás para garantir que a haste de estiramento esteja no meio da garrafa. Para esta parte, deve-se garantir que a haste de estiramento, o meio do gargalo da garrafa e o meio do fundo da garrafa estejam alinhados.
- Abra a válvula de esfera para conectar o compressor de ar e abra a válvula eletromagnética de fixação para garantir que a placa do molde não se mova durante o sopro.
- Adote a operação manual para verificar cada movimento novamente.
- Ajuste a haste de estiramento
- A haste de estiramento é a haste de sopro da máquina de moldagem por sopro e deve estar no meio do gargalo e do fundo da garrafa. Os bastões elásticos podem se mover para frente ou para trás, para cima ou para baixo.
- Parte de fixação.
Ajuste o parafuso de fixação e a biela para garantir a distância de fixação necessária. Mais importante ainda, para garantir que a placa do molde não abra durante o sopro. - Parte de aquecimento da pré-forma (Ajuste do Aquecedor Infravermelho)
O aquecedor infravermelho inclui 7 camadas de lâmpada infravermelha, que podem ser ajustadas de acordo com diferentes tipos de pré-forma plástica. Ao usar os diferentes tipos de pré-forma plástica pela primeira vez, devemos confirmar a voltagem de cada camada. Nos testes, podemos usar 1-2 pré-formas plásticas para testar. Após o aquecimento, se a pré-forma plástica não estiver branca e macia o suficiente, ela poderá ser usada para produzir a garrafa. Se a garrafa produzida estiver em boas condições, anote as voltagens de cada camada. Você pode usar esses dados como referência na próxima vez. - Se a espessura da pré-forma plástica for muito espessa, para o aquecimento, você tem duas opções:
A). Você pode adicionar as tensões em cada camada da lâmpada infravermelha para que a temperatura da pré-forma seja maior.
B) Você pode ajustar o maquinário elétrico, a corrente de circunrotação pode ser girada mais lentamente, para que o tempo de aquecimento seja maior e a temperatura da pré-forma seja maior. - Se a espessura da pré-forma de plástico for muito fina, você também tem duas opções para o aquecimento:
A) Você pode diminuir as tensões em cada camada da lâmpada infravermelha para que a temperatura da pré-forma seja menor.
B) Você pode ajustar o maquinário elétrico, a corrente de circunrotação pode ser girada mais rapidamente, para que o tempo de aquecimento seja menor e a temperatura da pré-forma seja menor. - Devido às diferentes condições climáticas em diferentes locais e aos muitos tipos diferentes de pré-forma de plástico, não há uma configuração padrão de parâmetros, portanto, você deve testar antes de produzir. Além disso, seus dados de anotações e experiências também são importantes.
—4— - Ajuste do relé de tempo.
A máquina de moldagem por sopro possui um relé de oito tempos para controlar o tempo de cada movimento. - Tempo de fixação: da pré-forma à garrafa.
- Tempo de travamento: tempo de conexão das duas placas do molde.
- Tempo de estiramento: Inclui o tempo de sopro retardado e o tempo de sopro (não pode ser maior que o tempo de fixação e menor que o tempo de sopro).
- Tempo de sopro retardado: De acordo com a pré-forma. Geralmente, para garrafas pequenas, entre 0,2 e 0,5 segundos em boas condições.
- Teste antes de ligar a máquina
- Operação manual
Ligue a máquina, abra a trava de energia, selecione a operação manual e verifique cada movimento, como fixação, estiramento à esquerda, sopro à esquerda, estiramento à direita e sopro à direita. - Semiautomático
Escolha a operação semiautomática, coloque a pré-forma pronta (após o aquecimento) no molde da garrafa, inicie cada movimento e, quando tudo estiver concluído, comece a trabalhar. - Defeito e Método de Reparo
- Movimento de fixação não realizado.
- A válvula eletromagnética de fixação não possui eletricidade.
- Reduza a pressão do ar
- O anel de vedação do cilindro está vazando; troque o anel de vedação.
A. Verifique se a pressão do ar está normal. Selecione a operação manual e pressione o botão de fixação. Se não funcionar, verifique o circuito e, em seguida, a válvula eletromagnética. Se ainda não funcionar, desinstale a válvula eletromagnética e lave-a, repare-a ou troque-a.
a. A fixação está muito lenta.
- Verifique a mola da válvula eletromagnética e se ela funciona bem.
- Verifique o sistema de ar e se a exaustão do ar está correta.
- Verifique o cilindro de fixação. Há vazamentos?
b. Verifique se o cotovelo torcido conectado ao cilindro móvel está frouxo ou não.
B. Verifique o relé de tempo; se não houver indicação numérica, troque-o. Se o relé de tempo funcionar, verifique o circuito do relé de tempo, a parte de estiramento, a parte de sopro e a parte de fixação.
C. Verifique o botão e se está correto. - Sem movimento de alongamento
- Relé de tempo quebrado
- Sem energia para esticar a válvula eletromagnética.
- O sistema de ar está bom ou não?
- O tempo de fechamento é muito curto, o tempo de fechamento é
Outros
- Lubrificador atomizado
Um lubrificador atomizado é usado para transformar o óleo em névoa, também para lubrificar o pistão do cilindro. Deve ser trocado ou adicionado óleo a cada 15 dias. - Ferramenta de separação de água.
A ferramenta de separação de água é usada para coletar água em ar de alta pressão. A água deve ser removida diariamente. - Válvula de ajuste de pressão
A pressão de trabalho é de 0,6-1,0 Mpa. - Silenciador
Redução de ruído
Atenção:
- É necessário familiarizar-se com a máquina primeiro e, em seguida, configurá-la ou operá-la.
- O operador deve operar de acordo com o princípio.
- Lubrificar a máquina de acordo com o princípio.
- É proibido ajustar a máquina com o ar conectado.
- Proíba o novo trabalhador de consertar as peças elétricas, abrir a porta traseira da máquina, etc.
- Antes de testar a máquina, verifique primeiro o circuito e todas as conexões das peças elétricas.
- Se o fusível da máquina estiver queimado, certifique-se de que ele seja substituído pelo mesmo.
- Não é possível consertar as peças elétricas com a energia ligada.
- Certifique-se de que todas as conexões elétricas do aquecedor, da máquina de moldagem por sopro, etc. estejam em boas condições.